Definition Quick Reference
WQTR
Welder Qualification Test Report
The WQTR describes the results of the welding test, including what the welder is qualified to do.
WPS
Welding Procedure Specification
The WPS describes the rules, welding parameters and details of the test or how the pieces should be assembled and welded. The WPS is like a blueprint or set of written instructions for the test.
WPQR
Welding Procedure Qualification Report
The WPQR documents the variables and test that have been performed by a qualified individual to prove the test is valid. The document and supporting information proves that the joint can be welded and tested to meet the specific Standard or Code requirements, the document if followed removes all variables except the skill of the welder. This document and its variables are used to construct the WPS.
WQR
Welder Qualification Record
PQR
Procedure Qualification Record
SMAW
Shielded Metal Arc Welding
GMAW
Gas Metal Arc Welding
FCAW
Flux Core Arc Welding
GTAW
Gas Tungsten Arc Welding
ASME IX
American Society Mechanical Engineers, Section 9
API
American Petroleum Institute
ASNT
American Society for Nondestructive Testing
D1.1
Structural Welding Code Steel
D1.2
Structural Welding Code Aluminum
|
|
|
|
Welder Qualification And Certification
What is Certification?
The term "Certification" as it applies to welders, refers to a document that states "I or We certify that" the indicated welder or welding operator has successfully completed a practical test of their abilities to perform a sound weld in accordance with some predetermined standard. The term "Qualification" means that a welder or welding operator has met the requirements of a given STANDARD, and is qualified to preform welds within the scope of the STANDARD. To become CERTIFIED the welder must possess the skills necessary to produce a sound weld that is both visually acceptable, and that meets the testing requirements.
The testing procedure involves the welder making a weld that is then tested by an inspector, to ensure that the weld conforms to a particular Code, Standard or written Welding Procedure Specification (WPS). Testing methods include visual inspection and may involve either destructive or non-destructive testing.
A simple test may involve the following steps:
Ensure the proper safety equipment and welding supplies are present.
Set the welding parameters, on the welding apparatus.
Ensure the appropriate supplies are available.
Obtain the appropriate supplies and materials to be welded.
Prepare and assemble the joint to be welded.
Place weld in the proper welding position.
Follow the indicated procedure to fill the joint with weld.
Prepare, or help prepare, the specimens to be tested.
The Welding Inspector (Test Supervisor) will guide the preparations of the pieces, assembly and periodically check progress to ensure conformity to the Standard.
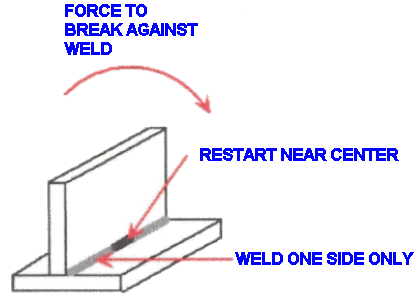
Fillet Weld Break Test
All Position Qualification
The fillet weld break test is a simpler test that qualifies the welder to weld fillets with the process used during the test. To qualify all positions fillet welding, the welder must pass a separate break test in vertical and overhead positions.
When the welder is only welding fillet welds as is often the case with GMAW (MIG) and GTAW (TIG) processes, a fillet weld break test in all positions instead of a groove test may be the only requirement for the job.
To perform the test, the welder must weld a T joint on one side with a restart near the center as shown in the diagram above. The piece is visually examined and a macrotech test is conducted on one end of the piece. The piece is then broken to visually inspect for complete fusion and to ensure that there are no discontinuities according to the acceptance criteria of the code.
To pass the visual examination prior to the break test, the weld shall present a reasonably uniform appearance and shall be free from overlap, cracks or excessive undercut, as defined by the Code. There shall be no porosity visible on the weld surface.
The broken specimen shall pass if:
The specimen bends flat upon itself.
The fillet weld, if not fractured, has a fractured surface showing complete fusion to the root of the joint, with no inclusion or porosity larger than 3/32 of an inch in greatest dimension.
The sum of the greatest dimension of all inclusions shall not exceed 3/8 of an inch in the 6 inch long specimen.
Welder Certification Available
Mailing Address
3008 Birch St. Bryant, AR 72019
|

|
Mike L. Porter, Sr.
CWI / CWE
Since 2002
|
|

.gif)



.jpg)